DISCLAIMER: No Crystalline Contaminates were harmed in the following images.
The MOH Scale of Mineral Hardness characterises the scratch resistance of various minerals through the ability of a harder material to scratch a softer material.
The MOH Scale was created in 1812 by the German geologist and mineralogist Friedrich Mohs. The MOH Scale of Mineral Hardness commences at Chalk “1”, scratch-able by finger nail, and finishes at Diamonds “10”.
Each increase in MOH number indicates the higher number item is twice as hard than the lower number item. The crystalline contaminates encountered in oil samples have a MOH hardness ranging from MOH 7-10 depending upon the minerals in the crystal. The Chrome Moly coatings on piston rings are some of the hardest metals man can make.
Some of the combination of rocks and minerals that form particles harder than man made metals include the following;
| Mineral | Formula | MOHs Scale | Mineral | Formula | MOHs Scale |
| Cassiterite Corundum Cristobalite Epidote Garnet Kyanite Labradorite Leucite Microcline Nephrite Olivine Opal |
SnO2 Al2O3 SiO2 Ca2(Al,Fe)3(SiO4)3OH X3Y2(SiO4)3 Al2SiO5 CaAl3Si2O8 KAl(SiO3)2 KAlSi3O8 Ca2(Mg,Fe)2SiO4 (Mg,Fe)2SiO4 SiO2 .nH2O |
6.0-7.0 9.0 6.0-7.0 6.0-7.0 6.5-7.5 6.5-7.0 6.0-6.5 5.5-6.0 6.0-6.5 6-6.5.0 6.5-7.0 5.5-6.0 |
Orthoclase Obsidian Periclase Prehnite Quartz Rhodonite Rutile Sodalite Tourmaline Topaz Vesuvianite Zircon |
KAlSi3O8 SiO & AlO MgO Ca2(Al,Fe)2Si3O10(OH)2 SiO2 (Mn,Ca,Fe,Mg)SiO3 TiO2 Na8(Al6Si6O24)Cl2 (Na,Ca)(Mg,Fe)Al3(B OH)2Si4O19 Al2SiO4(F,OH)2 Ca10(MgFe)2Al4Si9O34(OH)4 ZrSi04 |
6.0 5.0-6.0 6.0 6.0-6.5 7.0 5.5-6.5 6.0-6.5 5.5-6.0 7.0-7.5 8.0 6.0-7.0 7.5 |
The principle elements found in Australian mineral contaminants are Al and Si, some areas we have found Zr & Al with low Si.
Chrome Moly piston ring coatings have an equivalent hardness in the MOH scale to MOH 5-6.
In R&T’s analysis work we see these super hard environmental crystalline contaminates simply glide through piston rings leaving damage like a laser vapourised a section out of the ring.
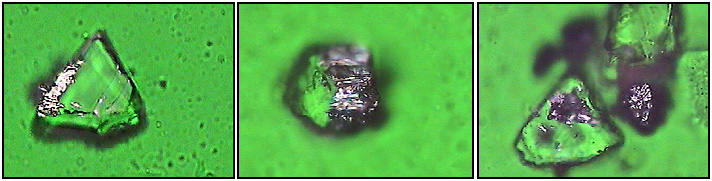
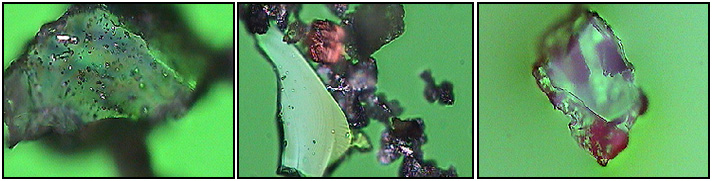
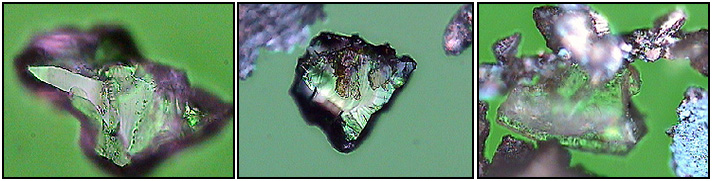
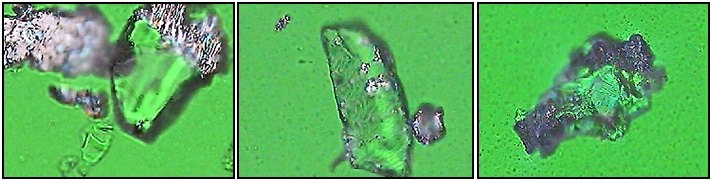
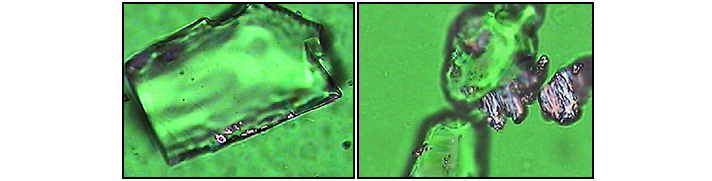
Our tongue in cheek disclaimer that no crystalline contaminates were damaged in these images is correct.
When looking through the images of these hard contaminates note the metallic fragments still adhering to the crystal indicating the crystal has traveled down an engine bore or through a rolling element bearing and note how in all images there has been no damage to the crystals.

If these hard contaminates are gaining entry to an engine the usual path of entry is down the bore past the piston rings, in an engine there is good possibility the crystals will be caught in the oil filter media and removed with the main damage being loss of the sealing edge and oil control in the piston rings.
But a heavy contaminating ingress of these crystals into an engine will often cause a catastrophic failure from loss of big end bearing embedment layer and the extra clearance in the big end bearing journal results in con-rod failure.
If these very hard contaminates gain access into unfiltered gearboxes then the crystals are carried around on the oil flow continually damaging wear surfaces on bearings and gears until the contamination is removed by oil change.
| Human Hair Diameter | = 70-100 µm |
| Limit of Human Vision | = 40 µm |
| 1/1000th Inch | = 25 µm |
| Limit of Human Finger Tip Sensitivity | = 15 µm |
| Usual oil film thickness | = < 1 µm |
The Black Image Borders throughout this page is larger than 1 µm which is larger than the majority of the lubrication film thicknesses established in the normal types of mechanical applications.
The R&T Lab’s Reliability Work indicates fine hard airborne environmental contamination sized 2-20 µm causes 80-90% of abnormal wear in oil and grease lubricated plant and machinery in the industrial plants we examine.